![You are currently viewing [:pb]O que é R&R e por que você precisa dele[:es]¿Qué es R&R y por qué lo necesitas?[:]](https://novosite.harbor.com.br/wp-content/uploads/2017/08/estudo-R-R-por-que-importante-e1503406643461.jpg)
[:pb]Um dos principais objetivos do CEP é entender e reduzir as fontes de variação do processo resultantes de causas especiais, que podem ser classificadas como os “6M da variação”: Método, Máquina, Mão de Obra, Matéria Prima, Meio Ambiente, Medição.
Nesse post vamos discutir sobre como o fator Medição não apenas afeta o uso da metodologia CEP no dia a dia como também é fundamental analisá-lo antes mesmo de começar a implementar o CEP.
Trabalhar com um sistema de medição inadequado pode ser extremamente crítico. Considere as seguintes situações:
Medimos o produto para verificar se o mesmo está em conformidade com os requisitos do cliente e a característica da peça está próxima da tolerância superior ou inferior. Se o sistema de medição não é adequado temos dois riscos evidentes:
- Enviar um produto não conforme para o cliente -> o sistema de medição indica que está conforme
- Sucatear um produto bom -> o sistema de medição indica que o produto está não conforme, quando na verdade ele está conforme.
OU
Monitoramos o processo para identificar causas especiais de variação – aquelas onde devemos atuar (recorde dos conceitos nos posts Variação é sinônimo de falta de qualidade? e Identifique o momento certo de ajustar o processo). Se o sistema de medição não é consistente, temos outros riscos que também podem custar caro:
- Ajustar um processo que não precisa ser ajustado, caracterizando uma interferência de processo, que só irá gerar mais variação no processo, afetando diretamente a qualidade do produto final.
- Deixar de ajustar um processo que está fora de controle estatístico, ou seja um processo onde deveríamos tomar uma ação corretiva. Por estar fora de controle estatístico, o processo passa a se comportar de forma imprevisível e nós não notamos isso pois nosso sistema de medição indica que ele está sob controle.
O estudo de R&R – Repetibilidade e Reprodutibilidade – será o nosso aliado para entender as variações relativas ao sistema de medição e conseguir atuar na diminuição das mesmas.
O que é R&R
Todos os dispositivos de medição apresentam variação e uma incerteza sobre a medição realizada. O estudo de R&R avalia a variação de um sistema de medição e nos ajuda a concluir se ele é adequado para a aplicação pretendida.
Ao fazer um estudo de R&R, separamos as causas da variação de medição em duas categorias principais:
- Repetibilidade: variação observada quando o mesmo operador mede a mesma peça várias vezes, ou seja a variação devido ao equipamento de medição.
- Reprodutibilidade: variação observada entre os operadores, ou seja, a variação devido ao método de medição.
Como funciona?
Para fazer um estudo R&R, é preciso avaliar:
- Número de peças: deve ser avaliado um certo número de peças – de 5 a 10 -que representem a variação do processo de fabricação.
- Operadores: devem ser realizadas medições por no mínimo 3 operadores que normalmente executam a medição.
- Repetições: as medições devem ser realizadas 2 a 6 vezes.
Com esses dados calcularemos os indicadores de reprodutibilidade e repetibilidade, que combinados nos dão a variação geral observada, que pode ser expressa como uma porcentagem da tolerância, ou %R&R. Através deste valor, podemos concluir se o sistema de medição é:
- Aceitável: %R&R menor que 10%
- Aceitável em condições específicas: %R&R entre 10% e 30%. Pode ser aceito com base na importância da medição, custo do sistema de medição, etc.
- Inaceitável: %R&R maior que 30%
Entendendo na Prática
Para uma peça cuja tolerância é 2,5±0,1 foi feito um estudo de R&R¹ com 3 operadores medindo 5 peças 3 vezes:
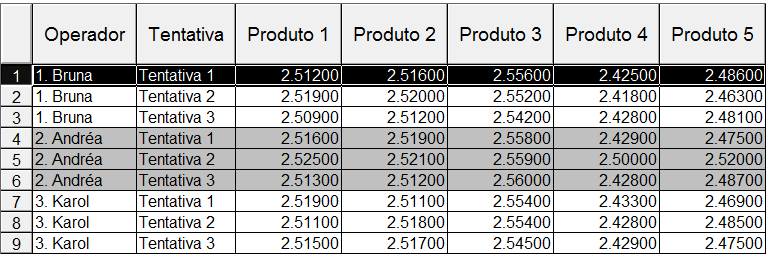
Com esses valores calculamos o VE, que é a Variação do Equipamento – ou repetitividade. Seu cálculo² é baseado na média das amplitudes médias de cada avaliador:
![]()
Também calculamos o VA, que é a Variação entre Avaliadores – ou reprodutibilidade Cujo cálculo se baseia na amplitude das médias obtidas para cada avaliador:
![]()
Com esses valores em mãos, calculamos o R&R:
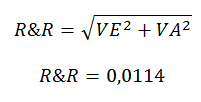
O valor de R&R representa a variação que é atribuída ao instrumento. Para saber se ela é significativa ou não, comparamos esse valor com a tolerância do produto, calculando o %R&R:

Nesse caso, o estudo de R&R nos mostra que o instrumento está perfeitamente aceitável para o uso na medição desta peça.
Mas atenção: essa análise apenas compara a variação do sistema de medição com a variação permitida pela tolerância da peça, é importante compará-la também com a variação do processo!
Não se esqueça que…
Como vimos na fórmula do %R&R, o critério de aceitação depende das tolerâncias do produto para as quais o sistema de medição será usado. Assim, o instrumento que avaliamos no estudo pode ser adequado para essa combinação de produto e característica, mas pode não ser aceitável para outra.
É preciso ter atenção ao usar um estudo de R&R como um processo de qualificação para comprar novos equipamentos de medição – deve-se considerar todos os produtos que serão medidos pelo instrumento em questão e realizar o estudo com o que tem o menor range de especificação!
Por que o estudo de R&R é importante?
Compreendendo os conceitos de R&R, vemos que o ideal é realizar um estudo antes mesmo de iniciar a implementação do CEP. O uso de um sistema de medição inadequado pode levar à interpretações errôneas do processo, causando ajustes desnecessários no processo ou ausência de tomada de ação quando houver causas especiais agindo no mesmo.
Devido à relevância de aplicar o estudo de R&R em paralelo com a aplicação do CEP, o InfinityQS MSA nos traz não apenas a funcionalidade de realizar esses estudos, como de integrá-lo com o sistema de CEP InfinityQS e também de realizar análises gráficas com Gráficos de Médias e Amplitudes, Gráfico de Sequências, Dispersão, Whiskers Chart, Gráfico de Erros e outros. Se você quiser saber mais sobre as funcionalidade desse sistema, contate um especialista da HarboR e teremos prazer em ajudar você!
Se você gostou desse post, sugerimos que continue a leitura com o artigo 8 erros a evitar na implementação do CEP.
Referência: Manual de Referência – Análise dos Sistemas de Medição MSA – Instituto de Qualidade Automotiva – 3ª Edição.
¹No exemplo apresentado, o Estudo R&R foi feito com base no Método de Médias de Amplitudes.
²As fórmulas podem ser consultadas no documento Teoria Implantação MSA.
[:es]Uno de los principales objetivos del SPC es entender y reducir las fuentes de variación del proceso resultantes de causas especiales, que pueden ser clasificadas como los “6M de la variación”: Método, Máquina, Mano de Obra, Materia Prima, Medio Ambiente, Medición.
En ese post vamos a discutir sobre cómo el factor Medición no sólo afecta el uso de la metodología SPC en el día a día, sino que también es fundamental analizarlo antes de comenzar a implementar el SPC.
Trabajar con un sistema de medición inadecuado puede ser extremadamente crítico. Considere las siguientes situaciones:
Medimos el producto para comprobar que cumple con los requisitos del cliente y la característica de la pieza está cerca de la tolerancia superior o inferior. Si el sistema de medición no es adecuado tenemos dos riegos evidentes:
- Enviar un producto no conforme al cliente -> el sistema de medición indica que está conforme
- Rechazar un buen producto -> el sistema de medición indica que el producto no está conforme, cuando en realidad es conforme
O
Monitoreamos el proceso para identificar causas especiales de variación – aquellas donde debemos actuar (recuerde de los conceptos en los posts ¿La variación es sinónimo de falta de calidad? y Identifique el momento adecuado para ajustar el proceso). Si el sistema de medición no es consistente, tenemos otros riegos que también pueden costar caro:
- Ajustar un proceso que no necesita ser ajustado, caracterizando una interferencia de proceso, que sólo generará más variación en el proceso, afectando directamente la calidad del producto final
- Dejar de ajustar un proceso que está fuera de control estadístico, o sea un proceso donde deberíamos tomar una acción correctiva. Por estar fuera de control estadístico, el proceso pasa a comportarse de forma imprevisible y no lo notas porque el sistema de medición indica que está bajo control.
El estudio de R&R – Repetibilidad y Reproducibilidad – será nuestro aliado para entender las variaciones relativas al sistema de medición y lograr actuar en la disminución de las mismas.
¿Qué es R&R?
Todos los dispositivos de medición presentan variación y una incertitud sobre la medición realizada. El estudio de R&R evalúa la variación de una sistema de medición y nos ayuda a concluir si es adecuado para la aplicación deseada.
Al hacer un estudio de R&R, separamos las causas de variación de medición en dos categorías principales:
- Repetibilidad: variación observada cuando el mismo operador mide la misma pieza varias veces, o sea la variación debido al equipo de medición
- Reproducibilidad: variación observada entre los operadores, es decir, la variación debido al método de medición
¿Cómo funciona?
Para hacer un estudio de R&R, es necesario evaluar:
- Número de piezas: se debe evaluar un cierto número de piezas – de 5 a 10 – que representen la variación del proceso de fabricación.
- Operadores: deben realizarse mediciones con un mínimo de 3 operadores que normalmente ejecutan la medición
- Repeticiones: las mediciones deben realizarse de 2 a 6 veces.
Con estos datos calcularemos los indicadores de Reproducibilidad y Repetibilidad, que combinados nos dan la variación general observada, que puede ser expresada como un porcentaje de la tolerancia, o %R&R. A través de este valor, podemos concluir si el sistema de medición es:
- Aceptable: %R&R menor que 10%
- Aceptable en condiciones específicas: %R&R entre 10% y 30%. Puede aceptarse sobre la base de la importancia de la medición, el coste del sistema de medición, etc.
- Inaceptable: %R&R superior al 30%
Vamos a entender en la prática
Para una pieza cuya tolerancia es 2,5±0,1 se realizó un estudio de R&R¹ con 3 operadores midiendo 5 piezas por 3 veces:
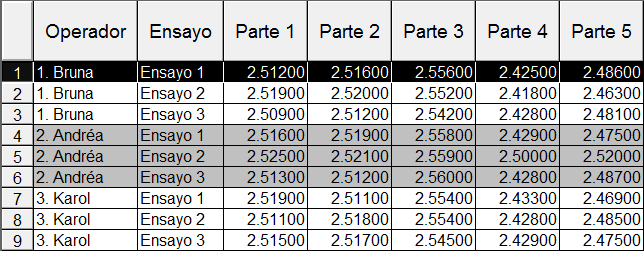
Con estos valores calculamos el EV, (Equipment Variation) que es la Variación del Equipo – o repetitividad². Su cálculo se basa en la media de las amplitudes medias de cada evaluador.

También calculamos el AV (Appraiser Variation), que es la Variación entre Evaluadores – o reproducibilidad. Cuyo cálculo se basa en la amplitud de las medias obtenidas para cada evaluador.
![]()
Con estos valores en las manos, calculamos el R&R:
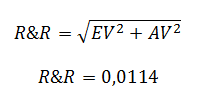
El valor de R&R representa la variación que se asigna al instrumento. Para saber si es significativa o no, comparamos ese valor con la tolerancia del producto, calculando el %R&R:

En este caso, el estudio de R&R nos muestra el equipo de medición es perfectamente aceptable para el uso en la medidición de esta pieza.
Pero atención: este análisis sólo compara la variación del sistema de medición con la variación permitida por la tolerancia de la pieza, es importante compararla también con la variación del proceso!
No se olvide que…
Como hemos visto en la fórmula del %R&R, el criterio de aceptación depende de las tolerancias del producto para las que se utilizará el sistema de medición. Así, el equipo que evaluamos en el estudio puede ser adecuado para esa combinación de producto y característica, pero puede no ser aceptable para otra.
Es necesario tener cuidado al usar un estudio de R&R como un proceso de califación para comprar nuevos equipos de medición – se deben considerar todos los productos que serán medidos por el instrumento en cuestión y realizar el estudio con lo que tiene el rango más bajo de especificación.
¿Por qué el estudio de R&R es importante?
Al comprender los conceptos de R&R, vemos que lo ideal es realizar un estudio antes de iniciar la implementación del SPC. El uso de un sistema de medición inadecuado puede llevar a interpretaciones erróneas del proceso, causando ajustes innecesarios en el proceso o ausencia de toma de acción cuando hay causas especiales actuando en el mismo.
Debido a la relevancia de aplicar el estudio de R&R en paralelo con la aplicación del SPC, el InfinityQS MSA nos trae no sólo la funcionalidad de realizar esos estudios, como de integrarlo con el sistema de SPC InfinityQS y también de realizar análisis graficas con Gráficas de Medias y Rangos, Gráfica de Secuencias, Dispersión, Whiskers Chart, Gráficas de Errores y otras. Si desea saber más acerca de las funcionalidades de este sistema, póngase en contacto con un experto de HarboR y estaremos encantados de ayudarle.
Si le gustó este post, le sugerimos que continúe leyendo con el artículo 8 errores a evitar en la implementación del SPC.
Referencia: Manual de referencia – Análisis de los Sistema de Medición MSA – Instituto de Calidad Automotriz – 3ª Edición
¹En el ejemplo presentado, el Estudio de R&R se hizo con base en el Método de la Media y el Rango
²Más información sobre las fórmulas puede ser consultada en esta documentación (disponible sólo en portugués).
[:]
![Read more about the article [:pb]Melhoria no controle de processo: abandone papéis e planilhas![:es]Mejoría del control de proceso: abandone papeles y hojas de cálculo[:]](https://novosite.harbor.com.br/wp-content/uploads/2018/09/christa-dodoo-485704-unsplash-300x200.jpg)
![Read more about the article [:pb]7 Hábitos de Grande Sucesso na Manufatura[:es]7 Hábitos de Gran Éxito en la Manufactura[:]](https://novosite.harbor.com.br/wp-content/uploads/2017/06/sucesso-manufatura-300x200.png)
![Read more about the article [:pb]Gráfico de Pré-Controle: você sabe como utilizar?[:es]Gráfica de Precontrol: ¿sabes cómo utilizar?[:]](https://novosite.harbor.com.br/wp-content/uploads/2017/10/pre-controle-300x200.png)
Boa Tarde Nathalya Salvador.
Você poderia me ajudar na indicação de algum livro de referência de como fazer o procedimento do R&R focando nas questões de como o equipamento de medição deve estar como: calibração, Tolerância do equipamento, procedimento de medição, temperatura e umidade do ambiente a onde será realizado as medições, certificação do dispositivo de fixação entre outros.
Desde ja agradeço .
Olá Marcio!
Como referência podemos indicar o manual do AIAG, órgão que possui as normas para indústria automobilística. Segue citação abaixo:
“Automotive Industry Action Group (AIAG) (2010). Manual de Referência de Análise de Sistemas de Medição, 4ª edição. Força Tarefa de Requisitos da Qualidade de Fornecedores da Chrysler, Ford e General Motors.”
Também é possível acessar através do site do Instituto de Qualidade Automotiva outros manuais que abordam o tema:
http://www.iqa.org.br/publicacoes/manuais-aiag
O InfinityQS MSA nos traz tanta a funcionalidade de realizar os estudos quanto de integrá-los com o sistema CEP InfinityQS, bem como realiza análises, devido essa relevância de aplicar o estudo de R&R em paralelo à aplicação do CEP. Portanto, indicamos também o manual “MSA – Teoria e Implantação com o ProFicient” que explica essa relação entre a teoria e o sistema. Veja em:
https://www.harbor.com.br/wp-content/uploads/2017/08/MSA_Teoria_Implantacao_ProFicient.pdf
VANTAGEM E DESVANTAGEM DO ESTUDO R&R?
Olá, Everton, desculpa pelo atraso na resposta.
Como visto no post, o estudo R&R verifica a adequabilidade do processo de medição. Ao aplicarmos esse estudo aos nossos processos de medição podemos ter uma melhor visão do estado em que se encontram, pois sem medição não há controle e sem controle não há gerenciamento. Com isso, podemos dizer que para ter um bom gerenciamento dos processos produtivos é necessário ter um bom sistema de medição e é aqui onde o R&R se encaixa.
Portanto, com a ausência de um sistema de medição não é possível garantir que os resultados das medições sejam realmente aceitáveis, podendo ocasionar em não conformidades no processo, como aceitação de produtos que deveriam ser rejeitados, ou vice e versa. Como consequência, podemos ter um aumento do custo operacional.
Entretanto, para utilizar o estudo R&R é a necessário métodos mais complexos, o que exige um bom conhecimento de estatística, como por exemplo ao utilizar o método ANOVA no estudo de R&R.
Poderia demostrar como chegou ao resultado de VE.?
Olá Neto. Obrigada por entrar em contato.
O VE representa a Variação do Equipamento (repetitividade). Os cálculos são mais complexos e por isso não foram citados.
No final do artigo, colocamos algumas referências onde você pode encontrar as equações e recomendações para um estudo mais aprofundado.
Mas para contextualizá-lo: o VE é calculado utilizando a média das amplitudes médias das amostragens multiplicada por uma constante que está relacionada com o número de medições repetidas.
No post, utilizamos as chamadas “tentativas” que significam esse número de medições repetidas, que no nosso caso é igual a 3.
Calcula-se a Amplitude das amostras feitas pela Bruna, Andrea e Karol e a média dessas amplitudes é a que será utilizada na equação do VE.
Caso queira discutir um pouco mais sobre o tema, pode me escrever um e-mail: nathalyasalvador@harbor.com.br
Espero ter ajudado, qualquer outra dúvida entre em contato.
Boa tarde.
E quais seriam as formulas para calcular VA e VE, porque foram colocados os valores já calculados mas não mencionaram como obtiveram aqueles valores.
Oi Fabio. Obrigada por entrar em contato.
O VA representa a Variação do Avaliador (reprodutibilidade) e o VE é a Avaliação do Equipamento (Repetitividade). Os cálculos são mais complexos e por isso não foram citados.
No final do artigo, colocamos algumas referências onde você pode encontrar as equações e recomendações para um estudo mais aprofundado.
Espero ter ajudado, qualquer outra dúvida entre em contato.