![You are currently viewing [:pb]Garanta a qualidade mesmo analisando pouco a sua produção[:es]Garantiza la calidad mismo analizando poco su producción[:]](https://novosite.harbor.com.br/wp-content/uploads/2017/11/imagem-destaque-blog-7.png)
[:pb]Fazer inspeção por amostragem é confiável? Como posso garantir que nenhum produto fora da especificação vai para o consumidor?
É isso que vamos abordar hoje.
No post Informação x Conhecimento – Qualidade 100% x Qualidade por amostragem, terminamos com uma promessa, que será cumprida agora:
Num próximo POST vamos trazer um exemplo de um processo controlado e previsível medido 100% e o mesmo processo medido por amostragem. Queremos mostrar o desperdício de recurso na medição 100%
Vamos começar fazendo um teste que utilizamos no Treinamento de Fundamentos de CEP:
No parágrafo seguinte cada letra s (maiúscula ou minúscula) representa um produto defeituoso. Inspecione o parágrafo e conte o número de itens defeituosos (ATENÇÃO: Cronometre 30 segundos para fazer este exercício. Não vale gastar mais tempo com isso, ok?)
A InfinityQS potencializa o sucesso de sua gestão da qualidade com soluções CEP inteligentes que significam melhores resultados do chão de fábrica à alta gerência. Nós podemos ajudá-lo a revolucionar seu processo através de uma variedade de ferramentas, incluindo mapas de melhores práticas, métodos de análise e treinamentos.
Se você contou as letras s e encontrou um número diferente de 26 , significa que sua inspeção 100% não foi 100% eficaz!
Neste post vamos:
- Mostrar 3 cenários de análise (1 amostra por minuto, 1 amostra a cada 10 minutos e 1 amostra a cada 100 minutos)
- Comparar os dados estatísticos de cada um dos 3 cenários
- Comparar os custos de inspeção de qualidade e mostrar que a inspeção por amostragem é vantajosa
Vamos lá?
Cenários
Fizemos 3 cenários utilizando dados de um processo sob controle e capaz.
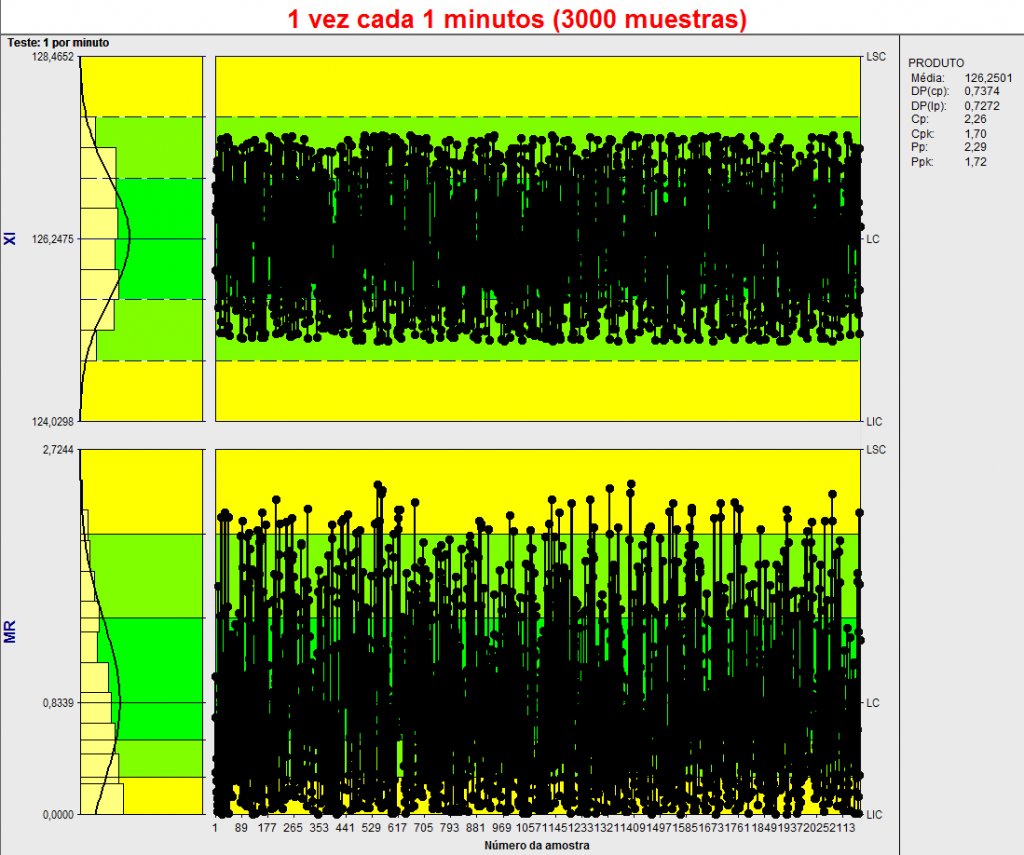
- 1 amostra a cada 1 minuto durante 3 mil minutos (50 horas). Total de 3.000 amostras
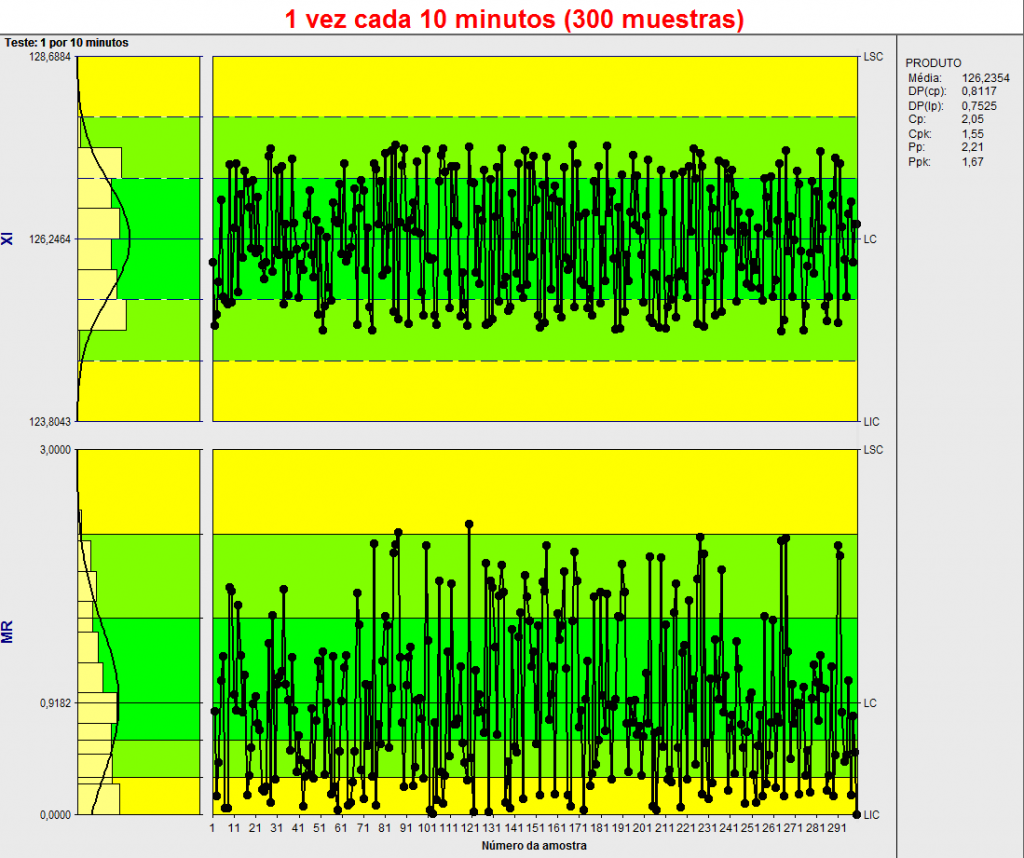
- 1 amostra a cada 10 minutos durante 3 mil minutos (50 horas). Total de 300 amostras
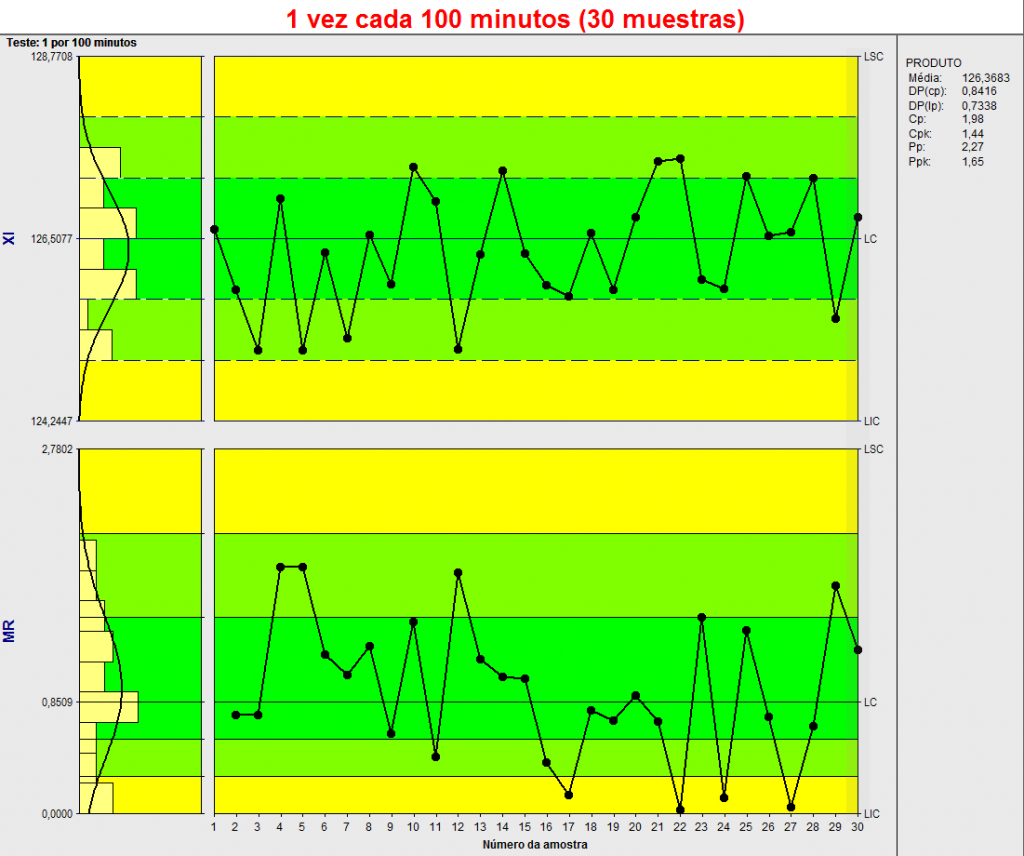
- 1 amostra a cada 100 minutos durante 3 mil minutos (50 horas). Total de 30 amostras
Pra avaliarmos os resultados e comparar o 3 cenários, vamos utilizar os seguintes parâmetros:
- Cp
- Cpk
- Média
- Desvio Padrão de Curto Prazo
- Desvio Padrão de Longo Prazo
- Limites de controle calculados
Vamos ver as cartas de controle dos cenários apresentados acima:
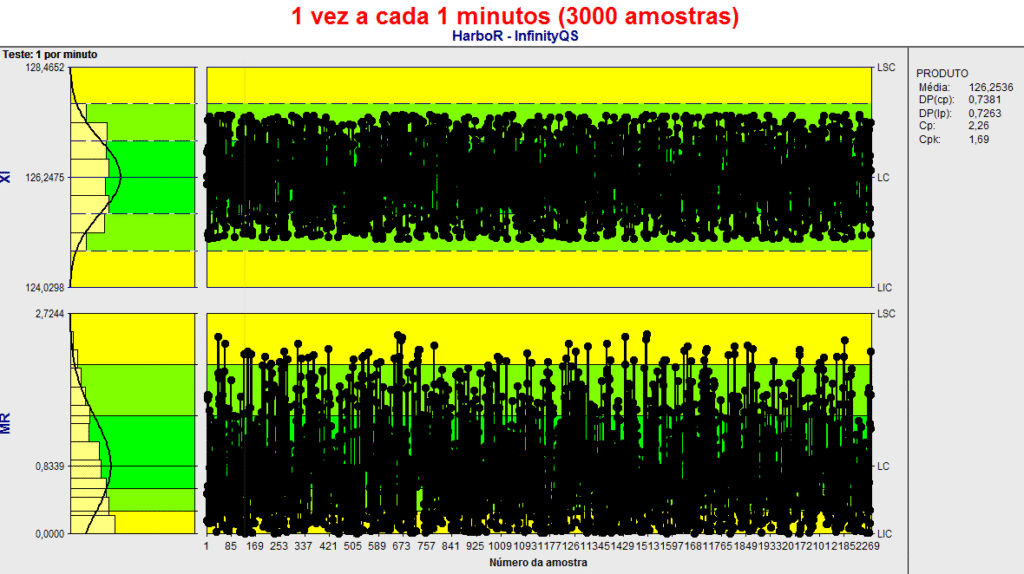
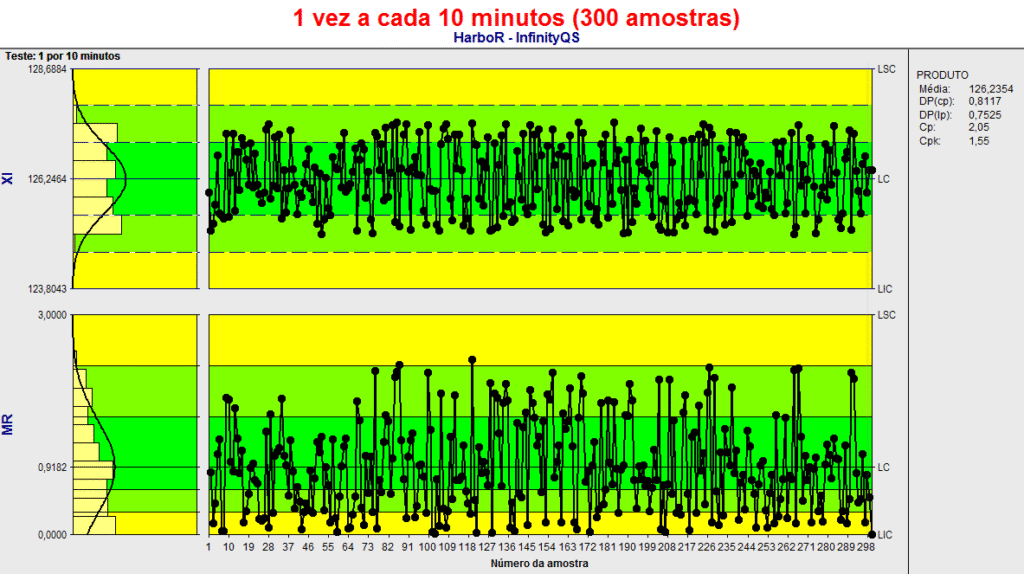
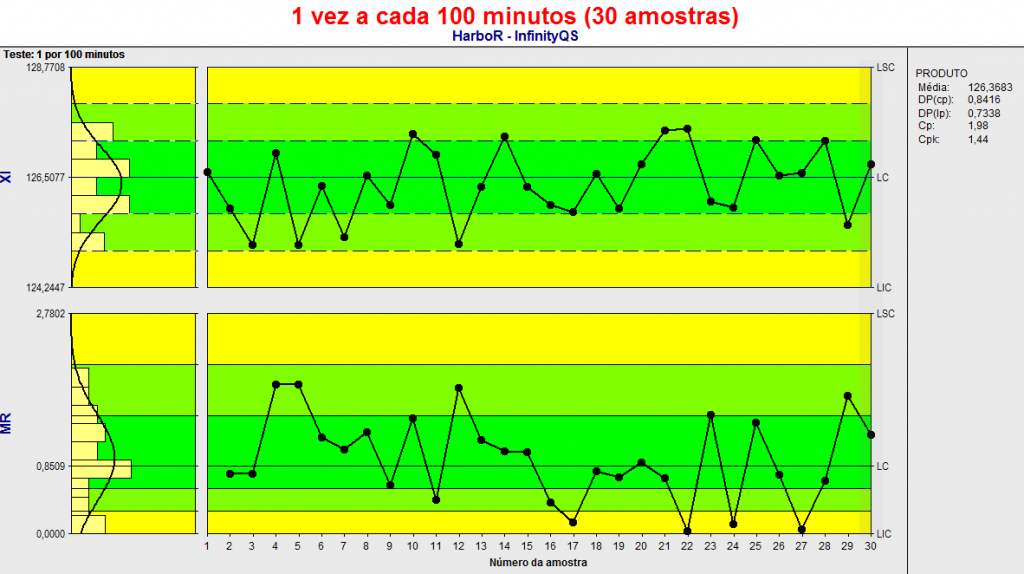
Percebeu alguma diferença no gráficos, além da aparência visual?
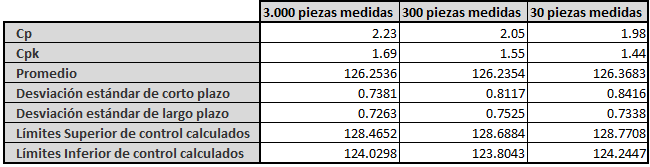
Veja no quadro abaixo o resumo dos parâmetros que combinamos que vamos avaliar e comparar os cenários:
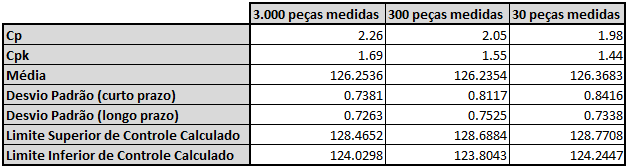
Podemos notar que os dados estatísticos para os 3 cenários são bastante semelhantes entre si, mesmo diminuindo o tamanho da amostra de 3.000 para 30 peças analisadas. Os limites de especificação foram configurados para:
- Limite Superior de Especificação: 130
- Limite Inferior de Especificação: 120
Ou seja, para este processo, que está sob controle e com os limites de especificação acima citados, pode-se observar que a variação entre a “Análise 100%” e a “Análise por Amostragem” é bem insignificante, o que nos faz concluir que, neste caso, a inspeção por amostragem é muito confiável, mesmo não medindo tudo o que passa na linha.
Agora imagine que nesta empresa há um custo de R$0,20 por análise feita. Isso gera um gasto por ano, em cada cenário, de:
- Cenário 1: Em um ano a empresa gastaria certa de R$105.120,00
- Cenário 2: Em um ano a empresa gastaria certa de R$10.512,00
- Cenário 3: Em um ano a empresa gastaria certa de R$1.051,20
Legal?! Nós, pessoalmente, ficamos fascinado com isso.
Agora você pode nos perguntar: e os alarmes e as tendências e o risco de produzir fora de especificação?
Para saber mais, confira o que já foi abordado no post Regras de Alarme e fique à vontade para deixar seu comentário.
*Este texto foi baseado no post que Diretor Técnico Tulio Duarte da HarboR fez para o CIMM[:es]¿Es confiable la inspección por muestreo? ¿Cómo puedo asegurar que ningún producto fuera de la especificación va al consumidor?
Eso es lo que vamos a abordar hoy.
En el post Información x Conocimiento – Calidad 100% x Calidad por muestreo, terminamos con una promesa, que será cumplida ahora:
En un próximo POST vamos a traer un ejemplo de un proceso controlado y previsible medido el 100% y el mismo proceso medido por muestreo. Queremos mostrar el desperdicio de recurso en la medición 100%
Vamos a empezar haciendo una prueba que utilizamos en el Entrenamiento de Fundamentos de CEP:
En el párrafo siguiente cada letra s (mayúscula o minúscula) representa un producto defectuoso. Inspeccione el párrafo y cuente el número de elementos defectuosos (ATENCIÓN: Cronometre 30 segundos para hacer este ejercicio. No vale pasar más tiempo con eso, ok?)
InfinityQS potencializa el éxito de su gestión de la calidad con soluciones SPC inteligentes que significan mejores resultados del suelo de fábrica a la alta gerencia. Podemos ayudarle a revolucionar su proceso a través de una variedad de herramientas, incluyendo mapas de mejores prácticas, métodos de análisis y entrenamientos.
Si contó las letras s y encontró un número diferente de 24, significa que su inspección 100% no fue 100% eficaz!
En este post vamos:
- Mostrar 3 escenarios de análisis (1 muestra por minuto, 1 muestra cada 10 minutos y 1 muestra cada 100 minutos)
- Comparar los datos estadísticos de cada uno de los tres escenarios
- Comparar los costes de inspección de calidad y mostrar que la inspección por muestreo es ventajosa
¿Vamos allá?
Escenarios
Hemos hecho 3 escenarios utilizando datos de un proceso bajo control y capaz.
- 1 muestra cada 1 minuto durante 3 mil minutos (50 horas). Total de 3.000 muestras
- 1 muestra cada 10 minutos durante 3 mil minutos (50 horas). Total 300 muestras
- 1 muestra cada 100 minutos durante 3 mil minutos (50 horas). Total de 30 muestras
Para evaluar los resultados y comparar los 3 escenarios, vamos a utilizar los siguientes parámetros:
- Cp
- Cpk
- Promedio
- Desviación estándar de corto plazo
- Desviación estándar de largo plazo
- Límites de control calculados
Vamos a ver las cartas de control de los escenarios presentados arriba:
¿Ha percibido alguna diferencia en las gráficas, además de la apariencia visual?
En el cuadro siguiente se muestra el resumen de los parámetros que combinamos que vamos a evaluar y comparar los escenarios:
Podemos observar que los datos estadísticos para los 3 escenarios son bastante similares entre sí, incluso disminuyendo el tamaño de la muestra de 3.000 a 30 piezas analizadas. Los límites de especificación se han configurado para:
- Límite Superior de Especificación: 130
- Límite inferior de especificación: 120
Es decir, para este proceso, que está bajo control y con los límites de especificación arriba citados, se puede observar que la variación entre el “Análisis 100%” y el “Análisis por Muestreo” es muy insignificante, lo que nos hace concluir que, en este caso, la inspección por muestreo es muy confiable, incluso no midiendo todo lo que pasa en la línea.
Ahora imagina que en esta empresa hay un costo de R $ 0,20 por análisis hecho. Esto genera un gasto por año, en cada escenario, de:
- Escenario 1: En un año la empresa gastaría cerca de R $ 105.120,00
- Escenario 2: En un año la empresa gastaría cerca de R $ 10.512,00
- Escenario 3: En un año la empresa gastaría cerca de R $ 1.051,20
¿Legal ?! Nosotros, personalmente, nos fascinamos con eso.
Ahora usted puede preguntarnos: y las alarmas y las tendencias y el riesgo de producir fuera de la especificación?
Para saber más, echa un vistazo a lo que ya se ha abordado en el post Reglas de Alarma y quédate a gusto para dejar tu comentario.
* Este texto fue basado en el post que Director Técnico Tulio Duarte de HarboR hizo para el CIMM[:]
![Read more about the article [:pb]Os Quatro Fundamentos dos Gráficos de Controle – Fundamento Quatro[:es]Los Cuatro Fundamentos de las Gráficas de Control – Fundamento Cuatro[:]](https://novosite.harbor.com.br/wp-content/uploads/2017/05/4-fundamento-300x200.png)
![Read more about the article [:pb]Regras de Alarmes nem sempre estão a seu favor[:es]Reglas de Alarmas no siempre están a su favor[:]](https://novosite.harbor.com.br/wp-content/uploads/2017/09/regras-300x200.png)
![Read more about the article [:pb]5 Passos para usar Gráficos de Controle para Melhoria Contínua[:es]5 Pasos para usar Gráficas de Control para Mejora Continua[:]](https://novosite.harbor.com.br/wp-content/uploads/2017/09/PDCA-300x200.png)