![You are currently viewing [:pb]Carta de Controle para Variável [7 Ferramentas da Qualidade][:]](https://novosite.harbor.com.br/wp-content/uploads/2017/01/ix_mr.png)
[:pb]
A carta de controle é a principal ferramenta para o Controle Estatístico de Processos, logo, é interessante fazermos primeiro uma abordagem sobre o CEP (Controle Estatístico de Processo), para depois explicar alguns detalhes sobre a carta de controle.
Por muitos anos, o termo Controle de Qualidade significou a inspeção para remover produtos não-conformes. Selecionar produtos não somente é caro – você está pagando um funcionário para produzir e outro para verificar se está correto – mas também pouco preciso: estudos mostram que a inspeção 100% é aproximadamente 80% eficaz.
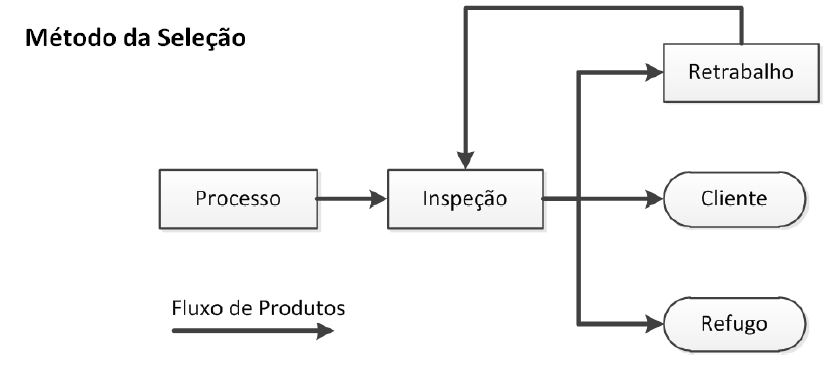
O Controle Estatístico de Processo permite um sistema de prevenção de não-conformidades durante o processo produtivo, ao invés de esperar até que o produto esteja terminado. Assim reduzimos refugo, aumentamos a produtividade, tornamos a qualidade do produto mais consistente e reduzimos o risco de entregar produtos não conformes aos clientes.
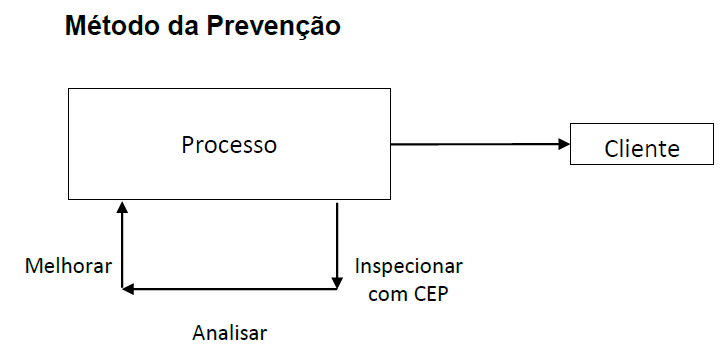
Com o Controle Estatístico de Processo (consequentemente, com a utilização das cartas de controle), mudou-se o foco de detectar defeitos depois da produção para prevenir defeitos durante a produção.
O grande objetivo do Controle Estatístico da Qualidade é detectar, de forma rápida, a ocorrência de causas atribuíveis (máquina desajustada) afim de que seja possível agir corretivamente antes que ocorram muitas unidades fabricadas fora da especificação.
As cartas de controle são utilizadas para nos dizer se o processo está sob controle estatístico ou não. Em outras palavras, com a utilização desta ferramenta, conseguimos identificar a evolução e a tendência do processo e, assim, agir corretivamente antes do problema de fato ocorrer.
Gráficos de Controle são utilizados para:
- Melhorar a produtividade.
- Prevenir defeitos.
- Prevenir ajustes não necessários no processo.
- Fornecer informações diagnosticáveis.
- Determinar a capacidade do processo.
Existem basicamente dois tipos de gráficos de controle, os Gráficos de Controle para Variáveis e os Gráficos de Controle para Atributos. Aqui vamos falar da 1ª opção.
Podemos começar??
Os gráficos de controle para variáveis tratam das características que podem ser mensuradas em escala contínua. Muitas características podem ser expressas em termos de medidas numéricas. Uma característica de controle mensurável, tal como um diâmetro, peso ou volume, é chamada de variável.
Os gráficos de controle para variáveis são mais eficientes e fornecem mais informações quanto a performance do processo quando comparados aos Gráficos de Controle para Atributos. Quando se está trabalhando com dados de variáveis, tanto a média quanto a variabilidade geralmente são monitoradas.
Aqui vamos mostrar 2 exemplos mais comuns utilizados:
- XBarra – R: XBarra representa a média e R a variabilidade;
- IX – MR: IX representa a média e MR a variabilidade;
Gráfico Xbarra – R
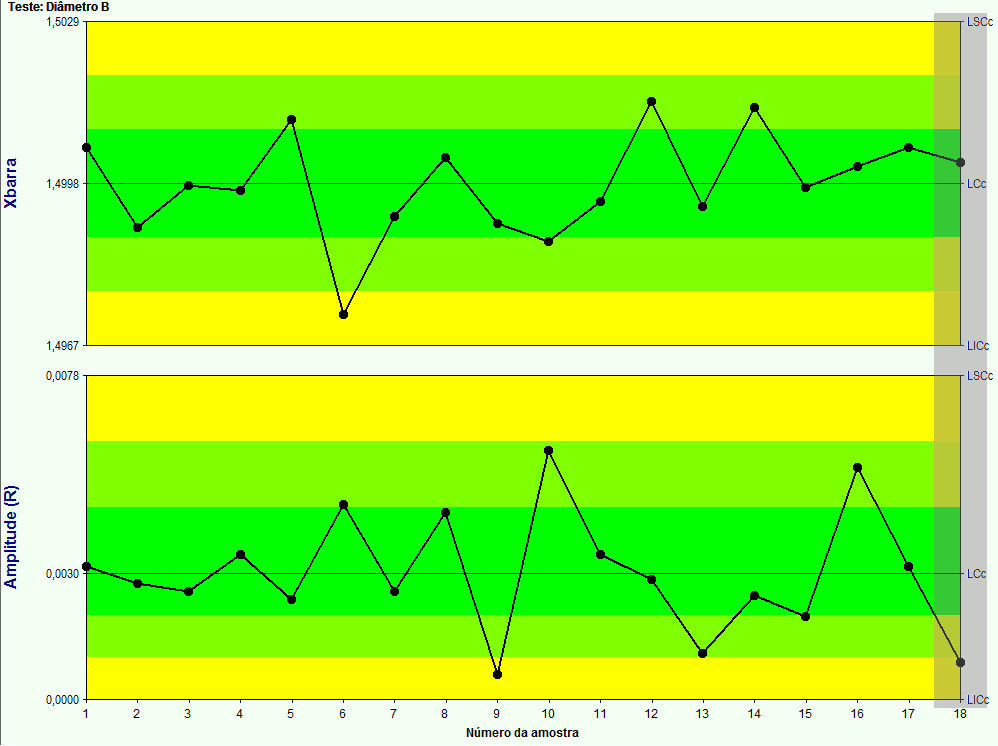
O Gráfico de Controle Xbarra monitora e detecta mudanças na média aritmética de um subgrupo. O tamanho do subgrupo (n) pode ser igual a dois ou maior.
O Gráfico Amplitude (R) monitora a variação dentro do subgrupo. A amplitude é o valor calculado por meio da diferença entre o menor valor e o maior valor de teste observado dentre os dados de um mesmo subgrupo. O Gráfico Amplitude geralmente é utilizado quando o tamanho do subgrupo for maior que 1 e menor que 10.
Gráfico IX – MR
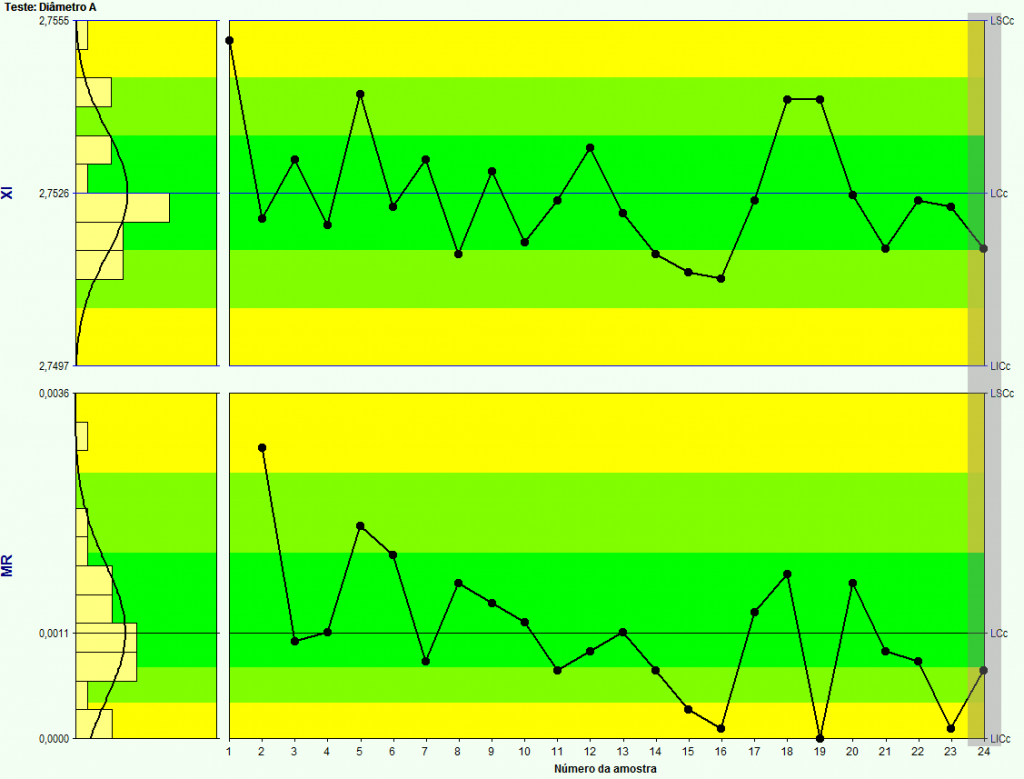
O Gráfico de Controle X Individual, ou IX, monitora e detecta mudanças na média do processo por meio da avaliação da consistência das medições individuais. O tamanho do subgrupo é 1, e cada ponto plotado representa uma medição individual.
O Gráfico Amplitude Móvel, ou MR, monitora e detecta mudanças na variabilidade entre as amostras individuais coletadas em diferentes intervalos de tempo. Os pontos no gráfico representam a diferença absoluta entre dois pontos individuais consecutivos.
Ficou com alguma dúvida ou quer discutir um pouco mais sobre o tema? Deixe um comentário logo abaixo!
[:]
![Read more about the article [:pb]Informação x Conhecimento – Qualidade 100% x Qualidade por amostragem[:]](https://novosite.harbor.com.br/wp-content/uploads/2017/08/amostragem-300x200.png)

![Read more about the article [:pb]Sinônimos no CEP! Qual o nome correto?[:]](https://novosite.harbor.com.br/wp-content/uploads/2015/04/Sinônimos-no-CEP-Qual-o-nome-correto-300x160.gif)