![You are currently viewing [:pb]Como OEE pode ajudar a aumentar o seu lucro[:es]Como el OEE puede ayudar a aumentar sus ganancias[:]](https://novosite.harbor.com.br/wp-content/uploads/2018/03/imagem-destaque-blog-2.png)
[:pb]Já vimos que OEE é uma métrica que compara a disponibilidade, performance e qualidade da máquina.
Mas você já parou pra pensar em como este valor pode ajudar a melhorar a produtividade e reduzir os custos da produção?
Neste post vamos mostrar como pequenos aumentos mensais nestes parâmetros podem influenciar positivamente nossos resultados!
Vamos lá!?
Parâmetros para calcular o OEE
A fórmula para calcular o OEE é simples. Basta multiplicar os valores percentuais da disponibilidade, performance e qualidade.
Mas como calculamos cada valor desses?
Lembrando que o período de tempo avaliado deve ser o mesmo para todos os parâmetros.
* Vamos considerar turnos de 8 horas.
Disponibilidade – Quanto tempo eu fiquei sem utilizar meu equipamento e por quê?
É quanto tempo a máquina esteve funcionando.
Ou seja, nossa disponibilidade será de 100% caso a máquina trabalhe durante todas as 8 horas do turno.
Sabemos que esse valor é irreal, pois existem perdas decorrentes do set-up, intervalos, troca de produto, limpeza, manutenção, entre outros possíveis motivos.
Performance – Meu equipamento produz na velocidade que deveria?
É a comparação entre quanto produzimos com a nossa meta de produção.
Supondo que nossa meta de produção seja de 60 peças por hora, mas produzimos, em média, 53 peças por hora, nossa performance é de 88%.
Qualidade – Quanto eu deixo de ganhar por problemas de qualidade?
É a comparação entre a quantidade de refugo e retrabalho com o total de peças produzidas.
Produzimos 53 peças, porém 8 foram descartadas como refugo, nossa qualidade é de 85%.
Como o OEE pode aumentar o lucro – e a produtividade?
Vamos considerar o cenário atual como sendo:
- Disponibilidade: 70%
- Performance: 88%
- Qualidade: 85%
Pra exemplificar, vamos apresentar 2 cenários diferentes:
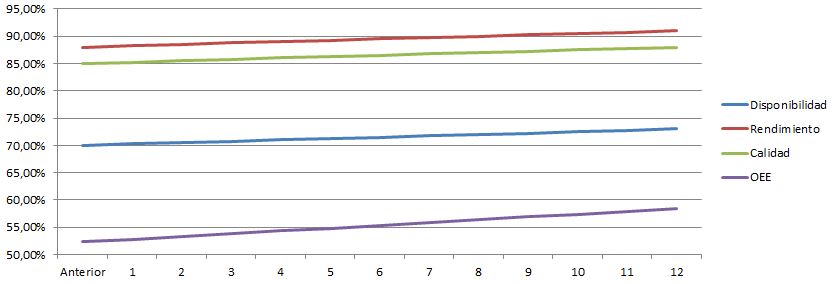
Cenário 1:
Aumento de 0,25% mensal em cada parâmetro ao longo de um ano.

Vemos que os aumentos absolutos, no período de 1 ano, são de
- 3,00% para disponibilidade, performance e qualidade
- 6,1% para o OEE.

O que isso quer dizer?
Antes, nossa máquina:
- ficava parada por 2,40 horas,
- produzia em média 53 peças por hora e
- refugava 15% do total de peças.
Depois de 12 meses, a mesma máquina:
- fica parada 2,16 horas,
- produz em média 54,6 peças por hora e
- refuga 12% do total de peças.
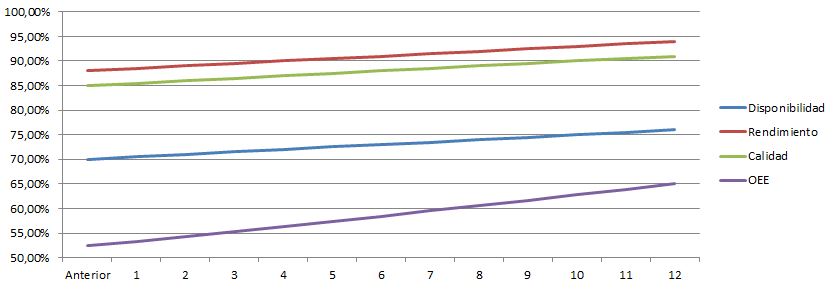
Cenário 2:
Aumento de 0,5% mensal em cada parâmetro ao longo de um ano.
 Vemos que os aumentos absolutos, no período de 1 ano, são de
Vemos que os aumentos absolutos, no período de 1 ano, são de
- 6,00% para disponibilidade, performance e qualidade
- 12,65% para o OEE.

O que isso quer dizer?
Depois de 12 meses, a mesma máquina:
- fica parada 1,92 hora,
- produz em média 56,4 peças por hora e
- refuga 9% do total de peças.
Qual o aumento da produtividade?
Na tabela abaixo, compilamos os resultados de cada cenário para comparar e analisar as informações.

Vemos que com aumento mensal de 0,5% em cada parâmetro, ao final de 12 meses, aumentamos em 24% a quantidade de peças boas produzidas por mês.
Mesmo trabalhando individualmente para melhorar cada parâmetro, eles juntos possuem um impacto ainda maior na melhoria global da produção, pois os parâmetros estão interligados entre si.
Sensacional, não acha?
Para alcançar esse objetivo, muitas empresas utilizam algum software de MES (Manufacturing Execution Systems) para conseguir acompanhar, em tempo real, o status de cada máquina.
Assim é possível:
- responder rapidamente aos problemas no chão de fábrica;
- reduzir até 75% o tempo gasto com apontamento de produção;
- reduzir até 55% a perda de informações;
- reduzir a quantidade de documentos em papel em circulação no chão-de-fábrica;
E você, aceita o desafio de controlar melhor o chão-de-fábrica para reduzir custos e aumentar a produtividade? Se você gostou desse post, sugerimos que leia também o artigo OEE na Gestão Estratégica.
Se precisar de um software de MES, fale conosco! Temos expertise sobre isso e queremos te ajudar a alcançar seus objetivos.[:es]Ya hemos visto que OEE es una métrica que compara la disponibilidad, el rendimiento y la calidad de la máquina.
Pero ya ha parado para pensar en ¿cómo este valor puede ayudar a mejorar la productividad y reducir los costos de producción?
¡En este post vamos a mostrar cómo pequeños aumentos mensuales en estos parámetros pueden influenciar positivamente nuestros resultados!
¿¡Vamos allá!?
Parámetros para calcular el OEE
La fórmula para calcular el OEE es simple. Basta multiplicar los valores porcentuales de disponibilidad, rendimiento y calidad.
Pero ¿cómo calculamos cada valor de esos?
Recordando que el período de tiempo evaluado debe ser el mismo para todos los parámetros.
* Consideremos turnos de 8 horas.
Disponibilidad – ¿Cuánto tiempo me quedé sin utilizar mi equipo y por qué?
Es cuánto tiempo ha funcionado la máquina.
Es decir, nuestra disponibilidad será de 100% si la máquina trabaja durante las 8 horas del turno.
Sabemos que ese valor es irreal, pues existen pérdidas derivadas del set-up, intervalos, cambio de producto, limpieza, mantenimiento, entre otros posibles motivos.
Rendimiento – ¿Mi equipo produce a la velocidad que debería?
Es la comparación entre cuánto producimos con nuestro objetivo de producción.
Suponiendo que nuestro objetivo de producción sea de 60 piezas por hora, pero producimos, en promedio, 53 piezas por hora, nuestro rendimiento es de 88%.
Calidad – ¿Cuánto dejo de ganar por problemas de calidad?
Es la comparación entre la cantidad de rechazo con el total de piezas producidas.
Producimos 53 piezas, pero 8 fueron descartadas como rechazo, nuestra calidad es de 85%.
¿Cómo el OEE puede aumentar el beneficio – y la productividad?
Vamos a considerar el escenario actual como:
- Disponibilidad: 70%
- Rendimiento: 88%
- Calidad: 85%
Para ejemplificar, vamos a presentar dos escenarios diferentes:
Escenario 1:
Aumento del 0,25% mensual en cada parámetro a lo largo de un año.

Vemos que los aumentos absolutos, en el período de 1 año, son de
- 3,00% para disponibilidad, rendimiento y calidad
- 6,1% para el OEE.
¿Qué quiere decir eso?
Antes, nuestra máquina:
- se quedaba parada por 2,40 horas,
- producía en promedio 53 piezas por hora y
- se refugia el 15% del total de piezas.
Después de 12 meses, la misma máquina:
- se quedaba parada por 2,16 horas,
- producía en promedio 54,6 piezas por hora y
- se refugia el 12% del total de piezas.
Escenario 2:
Aumento del 0,5% mensual en cada parámetro a lo largo de un año.

Vemos que los aumentos absolutos, en el período de 1 año, son de
- 6,00% para disponibilidad, rendimiento y calidad
- 12,65% para el OEE.
¿Que quiere decir eso?
Después de 12 meses, la misma máquina:
- se quedaba parada por 1,92 horas,
- producía en promedio 56,4 piezas por hora y
- se refugia el 9% del total de piezas.
¿Cuál es el aumento de la productividad?
En la tabla siguiente, hemos compilado los resultados de cada escenario para comparar y analizar la información.

Vemos que con un aumento mensual del 0,5% en cada parámetro, al cabo de 12 meses, aumentamos en 24% la cantidad de piezas buenas producidas por mes.
Incluso trabajando de forma individual para mejorar cada parámetro, juntos tienen un impacto aún mayor en la mejora global de la producción, ya que los parámetros están interconectados.
Sensacional, ¿no crees?
Para alcanzar este objetivo, muchas empresas utilizan algún software de MES (Manufacturing Execution Systems) para poder acompañar en tiempo real el estado de cada máquina.
Así es posible:
- responder rápidamente a los problemas del piso de fábrica;
- reducir hasta 75% el tiempo gastado con el apunte de producción;
- reducir hasta 55% la pérdida de información;
- reducir la cantidad de documentos en papel en circulación en el suelo de fábrica;
¿Y usted, acepta el desafío de controlar mejor el piso de fábrica para reducir costos y aumentar la productividad? Si le gustó este artículo, sugerimos que lea también en post OEE en la Gestión Estratégica.
Si necesita un software de MES, hable con nosotros. Tenemos experiencia sobre eso y queremos ayudarte a alcanzar sus objetivos.[:]
![Read more about the article [:pb]SENAI e HarboR lançam plataforma para controle de produção e gestão da eficiência em tempo real[:]](https://novosite.harbor.com.br/wp-content/uploads/2018/06/imagem-destaque-blog-1-300x200.png)
![Read more about the article [:pb]O MES cabe no seu orçamento com o uso do SaaS[:es]El MES cabe en su presupuesto con el uso del SaaS[:]](https://novosite.harbor.com.br/wp-content/uploads/2018/03/cloud-computing-saas-300x201.jpeg)
![Read more about the article [:pb]O que é o OEE?[:]](https://novosite.harbor.com.br/wp-content/uploads/2017/11/pexels-photo-217334-2-300x200.jpg)
Taline, segue a explicação:
Paradas: considerando 8 horas de trabalho, e uma disponibilidade de 73% ao final de 12 meses, o tempo de paradas é 27% (100%-73%) de 8 horas, ou 2.16 horas;
Performance: era 88%, ou seja, quando estava trabalhando a máquina produzia 53 pcs/h quando a capacidade nominal era de 60 pcs/h (53/60 = 88%); ao fnal de 12 meses, a performance subindo para 91% significa que a produção horária será de 60 * 91% = 54,6 pcs/h;
Qualidade: aqui a redução é diretamente no percentual, de 15% para 12% após os 12 meses.
Os números são para mostrar que uma melhora pequena mas constante nos índices traz um resultado expressivo. No cenário 1, considerando-se 24 horas de trabalho por dia, a produção passou de 756 para 840 peças boas produzidas por dia, sem nenhuma necessidade de investimento extra.
Muito obrigado por seu comentário e fique à vontade para entrar em contato conosco se a explicação não ficou clara, ou se tiver interesse em conhecer o livemes (http://livemes.com), nosso produto de controle de produção e medição de OEE
Boa tarde!
Ótimo o artigo!
Como foi feito o calculo da máquina parada , média de peças produzidas e refugos após os 12 meses?
“Antes, nossa máquina:
ficava parada por 2,40 horas,
produzia em média 53 peças por hora e
refugava 15% do total de peças.
Depois de 12 meses, a mesma máquina:
fica parada 2,16 horas,
produz em média 54,6 peças por hora e
refuga 12% do total de peças.”