![You are currently viewing [:pb]Gráfico de Pré-Controle: você sabe como utilizar?[:es]Gráfica de Precontrol: ¿sabes cómo utilizar?[:]](https://novosite.harbor.com.br/wp-content/uploads/2017/10/pre-controle.png)
[:pb]Você sabe o que é o Gráfico de Pré-Controle, também conhecido como Gráfico de Farol? Neste post vamos abordar quando usar este tipo de gráfico e qual a sua diferença em relação aos Gráficos de Controle.
Já vimos que um dos 7 Hábitos de Grande Sucesso na Manufatura é manter as coisas simples. Uma alternativa criada para simplificar os tradicionais Gráficos de Controle foi a criação do Gráfico de Pré-Controle. Com o objetivo de facilitar o uso e a interpretação dos dados de processo, o Gráfico de Pré-Controle foi criado para ajudar no controle de não conformidades, levando em consideração as especificações do produto.
Gráfico de Pré-Controle
O Gráfico de Pré-Controle compara as medidas individuais do processo com os limites de especificação, e não com a variação do processo como nos Gráficos de Controle. Neste sentido, o Gráfico de Pré-Controle pode ser usado para alertar o usuário quanto ao potencial de produzir peças defeituosas.
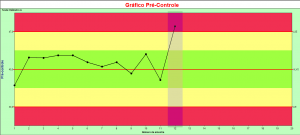
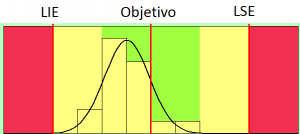
O Gráfico de Pré-Controle é uma forma de controlar a produção de não conformidades. Quando o processo se distribui de acordo com uma curva normal, as áreas do Gráfico de Pré-Controle são divididas em:
- Verde (adequado): 50% do campo da especificação distribuído simetricamente em torno da média – quando a especificação é bilateral¹.
- Amarelo (atenção): 50% do campo da especificação (25% em cada extremidade) – quando a especificação é bilateral².
- Vermelho (inadequado): região fora dos limites de especificações.
Para um processo com distribuição normal com Cp e Cpk igual a 1,00, aproximadamente 86,6% das peças estão na área verde, 13,2% estão na área amarela e 0,3% estão na área vermelha.
Limites de Pré-Controle
Diferente dos Gráficos de Controle, que levam em consideração a variação do processo para o cálculo dos limites de controle – de acordo com o Segundo Fundamento dos Gráficos de Controle de Shewhart – os Gráficos de Pré-Controle consideram os limites de especificações da peça para os cálculos de limites de pre-controle.
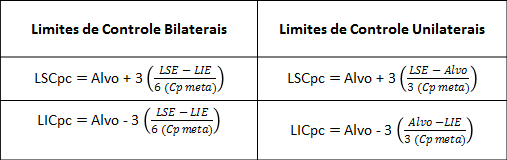
Os Limites de Especificação terão os mesmos valores dos Limites de Pré-Controle para o Gráfico de Pré-Controle quando o valor Cp meta for definido como 1,0.
Exemplo Prático: Gráfico de Pré-Controle x Gráfico de Controle
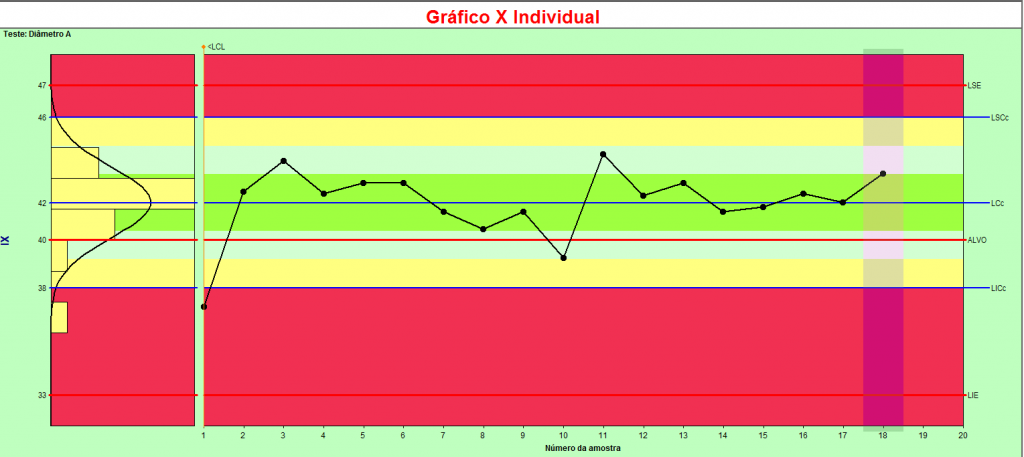
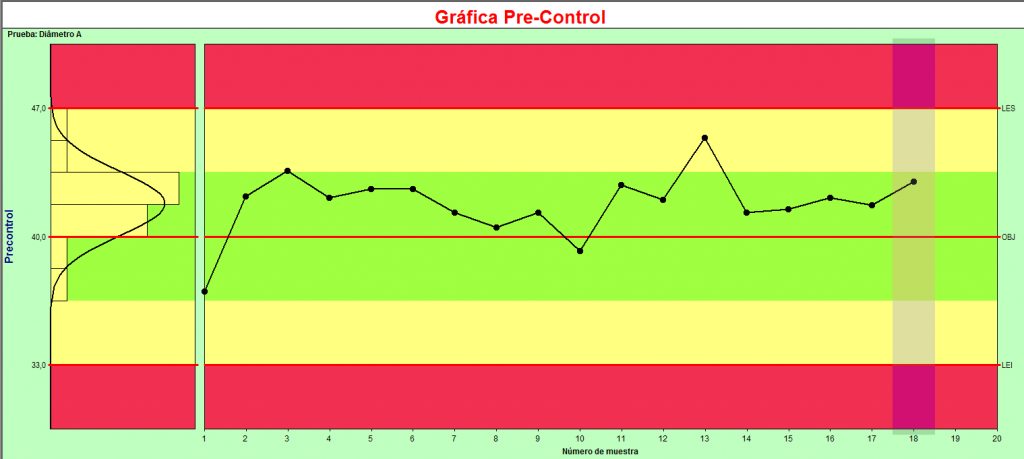
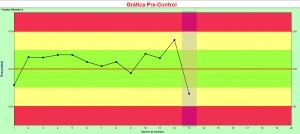
Vamos interpretar um Gráfico de Pré-Controle em comparação com um Gráfico de Controle para entender melhor a diferença entre eles. Com o InfinityQS, software para o gerenciamento de qualidade e implantação de CEP em tempo real, plotamos alguns dados de processo para a análise do Diâmetro A de uma peça em um Gráfico de Pré-Controle.
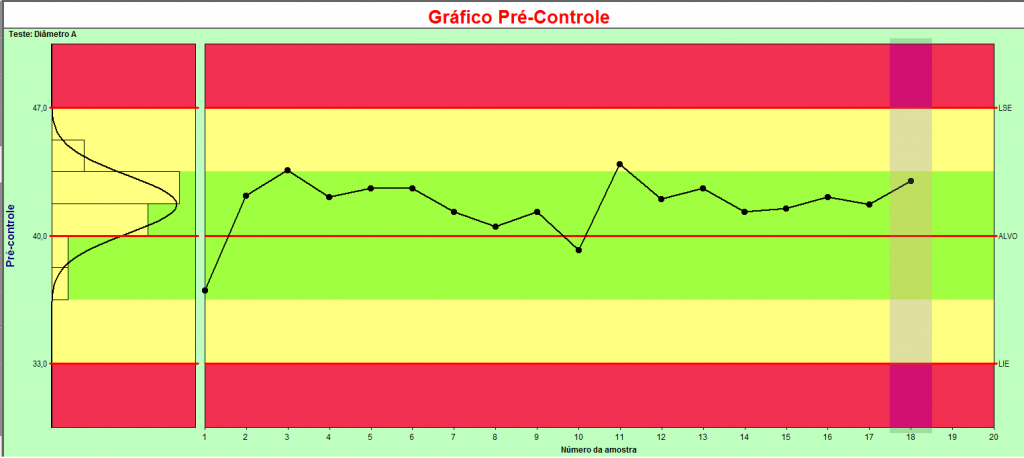
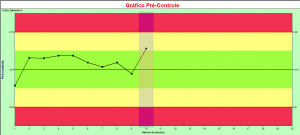
Avaliando o gráfico concluímos que:
- O gráfico está divido em zonas com relação aos limites de especificação da peça, Limite Superior de Especificação (LSE = 47,0), Limite Inferior de Especificação (LIE = 33,0) e Alvo (40,0).
- Os valores dos limites de pré-controle serão os mesmos dos limites de especificação para Cp meta = 1,0.
- Todas as inspeções realizadas estão conforme os limites de especificações e nenhuma ação é necessária para ajustar o processo.
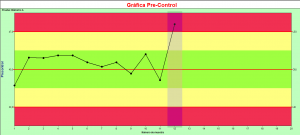
Agora vamos analisar estes mesmos dados plotados em um Gráfico de Controle (X Individual).
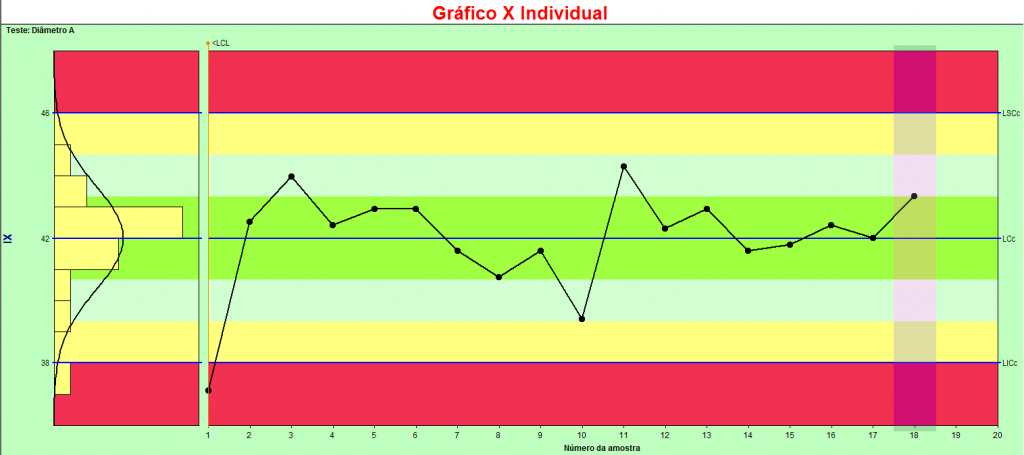
Analisando apenas a dispersão da média (não estamos levando em conta a distribuição da amplitude móvel), é possível verificar que:
- Os valores dos limites de controle, Limite Superior de Controle (LSCc = 46,0), Limite Inferior de Controle (LICc = 38,0) e Linha Central (LC=42,0), possuem uma amplitude menor (Amplitude = 8,00) que a faixa aceitável pelos limites de pré-controle (Amplitude = 14, quando Cp meta = 1,0).
- O primeiro ponto está fora de controle, ou seja, deve-se investigar o que aconteceu no processo para isolar a causa desta variação, pois não é um comportamento esperado para este processo.
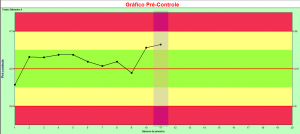
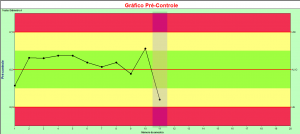
Quando adicionamos no Gráfico de Controle os marcadores de limites de especificação conseguimos visualizar melhor como a faixa do Gráfico de Pré-Controle é maior (aceita mais variação do processo) do que os limites de controle do Gráfico de Controle:
Esta diferença na amplitude dos limites de controle – entre os Gráficos de Controle e Pré-Controle – acontece porque o Gráfico de Pré-Controle considera os limites de especificações enquanto o Gráfico de Controle considera a variação do processo para os cálculos dos limites de controle. Por isto é importante lembrar que para utilizar o gráfico de Pré-Controle o processo precisa ser capaz e estável.
Amostragem para o Gráfico de Pré-Controle
De acordo com o Manual de Referência de CEP do Instituto da Qualidade Automotiva (IQA) a amostragem de Pré-Controle segue algumas regras. Estas regras consideram um tamanho de amostra dois e antes de iniciar a amostragem o processo deve produzir 5 peças consecutivas na zona verde. As seguintes regras são avaliadas:
- Dois pontos de dados na zona verde: continue executando o processo.

- Um ponto de dados na zona verde e um ponto de dados na zona amarela: continue executando o processo.
- Dois pontos amarelos consecutivos (mesma zona): ajuste o processo.
- Dois pontos amarelos consecutivos (zona oposta): pare o processo e investigue.
- Um ponto de dados vermelho: pare o processo e investigue.
Estas regras levam em consideração a probabilidade da distribuição dos dados para um processo com distribuição normal.
Vantagens e Desvantagens
A vantagem do Gráfico de Pré-Controle é a simplicidade em relação ao Gráfico de Controle, pois a sua interpretação é mais simples, em especial para operadores no chão de fábrica. Uma desvantagem é que esta ferramenta não é adequada para controlar o processo, nem identificar e diferenciar causas especiais das causas aleatórias. Quando se trabalha apenas com Gráficos de Pré-Controle o CEP não está sendo aplicado sobre o seu processo.
O Gráfico de Controle é importante para identificar o momento certo de ajustar o processo, enquanto o Gráfico de Pré-Controle facilita na identificação de produtos não conformes. É importante lembrar que o Gráfico de Pré-Controle é uma ferramenta com base na análise de conformidade de peças e não uma ferramenta de controle de processo.
O Gráfico de Pré-Controle também possui importante aplicação para estudos de novos processos quando você ainda não conhece os limites de controle. Neste caso, você inicia a análise dos dados com o Gráfico de Pré-Controle para conhecer o comportamento do seu processo e numa etapa seguinte é possível utilizar o Gráfico de Controle para aplicar os conceitos de CEP.
(1) Para especificações unilaterais a região verde ocupa 75% da área do gráfico
(2) Para especificações unilaterais a região amarela ocupa 25% da área do gráfico
[:es]¿Sabes lo que es la Gráfica de Precontrol? En este post vamos a abordar cuando usar este tipo de gráfica y cuál es su diferencia con las Gráficas de Control.
Ya hemos visto que uno de los 7 Hábitos de Gran Éxito en la Manufactura es mantener las cosas simples. Una alternativa creada para simplificar las tradicionales Gráficas de Control fue la creación de la Gráfica de Precontrol. Con el objetivo de facilitar el uso y la interpretación de los datos de proceso, la Gráfica de Precontrol fue creada para ayudar en el control de no conformidades, teniendo en cuenta las especificaciones del producto.
Gráfica de Precontrol
La Gráfica de Precontrol compara las medidas individuales del proceso con los límites de especificación, y no con la variación del proceso como en las Gráficas de Control. En este sentido, la Gráfica de Control puede ser usada para alertar al usuario cuanto al potencial de producir piezas defectuosas.
La Gráfica de Precontrol es una forma de controlar la producción de no conformidades. Cuando el proceso se distribuye de acuerdo con una curva normal, las áreas de la Gráfica de Precontrol se dividen en:
- Verde (adecuado): 50% del campo de la especificación distribuido simétricamente alrededor del promedio – cuando la especificación es bilateral¹.
- Amarillo (atención): 50% del campo de la especificación (25% en cada extremo) – cuando la especificación es bilateral².
- Rojo (inadecuado): región fuera de los límites de especificaciones.
Para un proceso con distribución normal con Cp y Cpk igual a 1,0, aproximadamente el 86,6% de las piezas están en el área verde, el 13,2% están en el área amarillo y el 0,3% están en el área rojo.
Límites de Precontrol
A diferencia de las Gráficas de Control, que tienen en cuenta la variación del proceso para el cálculo de los límites de control – según el Segundo Fundamento de las Gráficas de Control de Shewhart – las Gráficas de Precontrol consideran los límites de especificaciones de la pieza para los cálculos de límites de precontrol.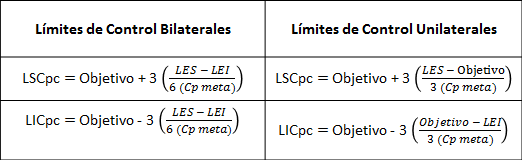
Los límites de especificación tendrán los mismos valores de los límites de precontrol para la Gráfica de Precontrol cuando el valor de Cp meta es 1,0.
Ejemplo Práctico: Gráfica de Precontrol x Gráfica de Control
Vamos a interpretar una Gráfica de Precontrol en comparación con una Gráfica de Control para comprender mejor la diferencia entre ellos. Con el InfinityQS, software para la gestión de calidad e implantación de SPC en tiempo real, hemos recopilado algunos datos de proceso para el análisis del Diámetro A de una pieza en una Gráfica de Precontrol.
A partir de la gráfica concluimos que:
- La gráfica está dividida en zonas con respecto a los límites de especificación de la pieza, Límite de Especificación Superior (LES = 47,0), Límite de Especificación Inferior (LEI = 33,0) y Objetivo (OBJ = 40,0).
- Los valores de los límites de precontrol serán los mismos de los límites de especificación para Cp meta = 1,0.
- Todas las inspecciones realizadas se ajustan a los límites de las especificaciones y no se requiere ninguna acción para ajustar el proceso.
Ahora vamos a analizar estos mismos datos trazados en una Gráfica de Control (X Individual).
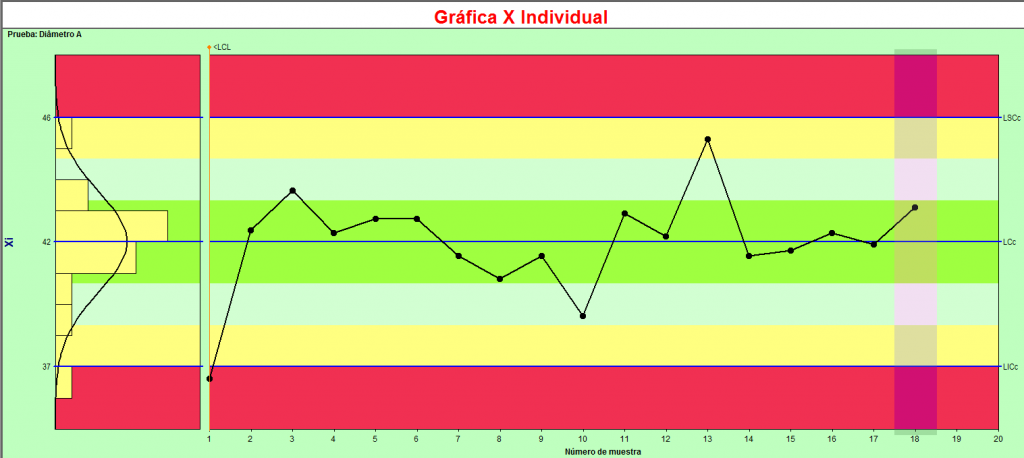
Al analizar sólo la dispersión del promedio (no se tiene en cuenta la distribución del rango móvil), es posible comprobar que:
- Los valores de los límites de control, Límite Superior de Control (LSCc = 46,0), Límite Inferior de Control (LICc = 37,0) y Línea Central (LC = 42,0), poseen un rango menor (Rango = 9,00) que el rango aceptable por los límites de precontrol (Rango = 14,0, cuando Cp meta = 1,0).
- El primer punto está fuera de control, es decir, se debe investigar lo que ocurrió en el proceso para aislar la causa de esta variación, pues no es un comportamiento esperado para este proceso.
Cuando añadimos en la Gráfica de Control los marcadores de límites de especificación conseguimos ver mejor como el rango de la Gráfica de Precontrol es mayor (acepta más variación del proceso) que los límites de control de la Gráfica de Control:
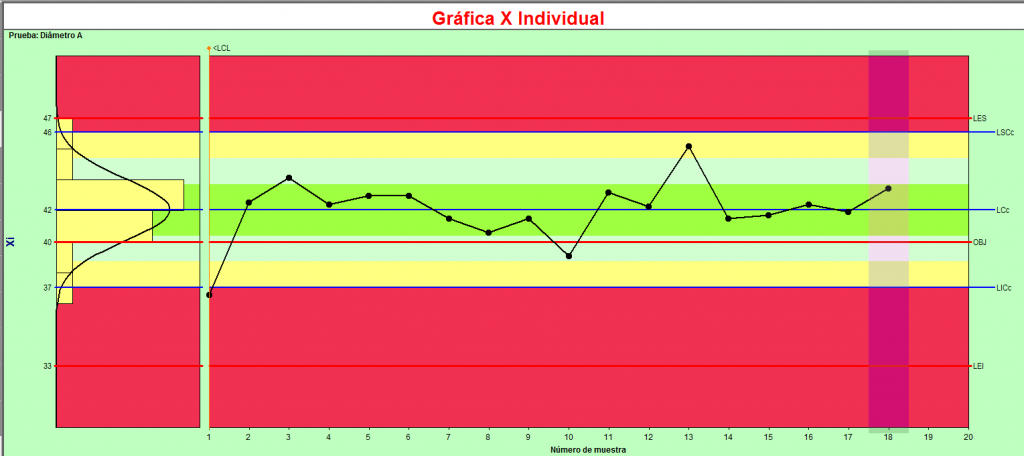
Esta diferencia en el rango de los límites de control – entre las Gráficas de Control y Precontrol – ocurre porque la Gráfica de Precontrol considera los límites de especificaciones mientras la Gráfica de Control considera la variación del proceso para los cálculos de los límites de control. Por eso es importante recordar que para utilizar la Gráfica de Precontrol el proceso necesita ser capaz y estable.
Muestreo para la Gráfica de Precontrol
Según el Manual de Referencia de SPC del Instituto de Calidad Automotriz de Brasil (IQA), el muestreo de Precontrol sigue algunas reglas. Estas reglas consideran un tamaño de muestra dos y antes de iniciar el muestreo el proceso debe producir 5 piezas consecutivas en la zona verde. Se analizan las siguientes reglas:
- Dos puntos de datos en la zona verde: continúe ejecutando el proceso.
- Un punto de datos en la zona verde y un punto de datos en la zona amarilla: continúe ejecutando el proceso.
- Dos puntos amarillos consecutivos (misma zona): detenga el proceso e investigue.
- Un punto de datos rojo: detenga el proceso e investigue.
Estas reglas tienen en cuenta la probabilidad de la distribución de los datos para un proceso con distribución normal.
Ventajas y Desventajas
La ventaja de la Gráfica de Precontrol es la simplicidad en relación a la Gráfica de Control, pues su interpretación es más simple, en especial para operadores en el piso de fábrica. Una desventaja es que esta herramienta no es adecuada para controlar el proceso, tampoco identificar y diferenciar causas especiales de las causas aleatorias. Cuando se trabaja sólo con Gráficas de Precontrol el SPC no está siendo aplicado sobre su proceso.
La Gráfica de Control es importante para identificar el momento adecuado de ajustar el proceso, mientras que la Gráfica de Precontrol facilita la identificación de productos no conformes. No se debe olvidar que la Gráfica de Precontrol es una herramienta basada en el análisis de conformidad de piezas y no una herramienta de control de proceso.
La Gráfica de Precontrol también es importante en la aplicación de estudios acerca de nuevos procesos cuando todavía no se conoce los límites de control. En este caso, se inicia el análisis de los datos con la Gráfica de Precontrol para conocer el comportamiento de su proceso y en paso siguiente es posible utilizar la Gráfica de Control para aplicar los conceptos de SPC.
(1) Para especificaciones unilaterales la región verde ocupa el 75% del área de la gráfica.
(2) Para especificaciones unilaterales la región amarilla ocupa el 25% del área de la gráfica.[:]
![Read more about the article [:pb]Quanto custa um projeto de CEP? Calcule o ROI e justifique o investimento[:es]¿Cuánto cuesta un proyecto de SPC? Calcule el ROI y justifique la inversión[:]](https://novosite.harbor.com.br/wp-content/uploads/2017/11/imagem-destaque-blog-5-300x200.png)
![Read more about the article [:pb]7 Hábitos de Grande Sucesso na Manufatura[:es]7 Hábitos de Gran Éxito en la Manufactura[:]](https://novosite.harbor.com.br/wp-content/uploads/2017/06/sucesso-manufatura-300x200.png)
![Read more about the article [:pb]Porque você não deve acreditar apenas nos valores de Cp e Cpk[:es]Porque no debes creer sólo en los valores de Cp y Cpk[:]](https://novosite.harbor.com.br/wp-content/uploads/2018/02/nao_acreditar_cp_cpk-300x200.jpg)
Buenas tardes,
Deseo saber cual es la grafica de control mas recomendada para una caracterisitica de producto con especificacion unilateral.
Hola Arturo!
El gráfico de control se indica para especificaciones bilaterales al igual que unilaterales. Gráficos de control como Histograma, Xbarra, Amplitud, entre otros que ofrece InfinityQS, es posible visualizar especificaciones unilaterales.
La principal diferencia sería en relación con los índices. Para especificación unilateral, por ejemplo, no es posible calcular Cp y en ese caso el manual de CEP propone calcular utilizando la siguiente estrategia:
Solo límite Superior:
Cpk = capacidad superior (CPS);
Cp no es aplicable;
Capacidad Inferior (CPI) no se aplica.
Solo límite Inferior:
Cpk = Capacidad Inferior (CPI);
Cp no es aplicable;
Capacidad Superior (CPS) no se aplica.
Tenemos en nuestro blog en el sitio otros artículos que tratan temas como la gráfica de control e histogramas. Acceda en:
https://www.harbor.com.br/es/harbor-blog/tag/carta-de-controle/
Hola Karolina
Estuve leyendo esta sección como consulta para definir unos limites de pre control. Solamente que comparando la ecuación de pre control que tu muestras no las puedo encontrar en otra literatura. Donde sacaste dichas ecuaciones?
Saludos.